記事カテゴリ
- 医療
- 工業
- 建築
- 食品
- PETフィルム
- アルミ袋
- クリーン袋
- ナイロンポリ袋
- ポリ袋
- 帯電防止袋
- 角底袋
- 防錆ポリ袋
- セパレーター
- ハイバリア
- ボイル可
- ホコリ・雨除け
- レトルト殺菌可
- 低スリップ
- 保香性
- 冷凍可
- 導電
- 汚れ防止
- 注ぎ口(キャップ)付
- 液体包装
- 異物
- 異物,汚れ防止
- 発火
- 発火,防爆防止
- 真空包装
- 破れ防止
- 硫化防止
- 粘性品、簡易離型
- 衛生
- 補助器具
- 遮光性
- 酸化防止
- 錆防止
- 防湿
- 防湿,硫化防止
- 防爆防止
- 静電気防止
- 食品包装
- 黄変
- 黄変,赤変防止
- AL(アルミ)
- NYPE(ナイロンポリ)
- PE(ポリエチレン)
- PET(ポリエチレンテレフタレート)
- PVC(塩ビ)
- 多層フィルム
ポリエチレン袋の製造工程と管理体制について
2020.06.30

ポリ袋の製造・管理についての豆知識コーナーです。
包装資材といっても、その種類は大変多く、ひとことではなかなか言い表しにくいのが現状です。
そこで、「ポリエチレン袋(ポリ袋、ビニール袋)」の製造、加工工程を分かりやすくご説明致します。
目次
ポリエチレン袋の製造工程その1
インフレーション(原反製造)
まずは、ナフサ(粗製ガソリン)を分解して得られる粒状のペレット(右写真)を溶かし、 インフレーション機という原反を製造する設備でチューブ状(筒状)に吹き上げます。
色付の袋ならば、顔料をペレットと一緒に溶かします。チューブの状態で 厚みと幅は確定されるため、ここで「厚みが不足していないか」「幅が規格通りになっているか」など、何項目もの厳重な検査が行われます。
当社は加工をメインとするメーカーですので、この原反製造の工程は原反メーカー様にお願いしております。

ポリエチレン袋の製造工程その2
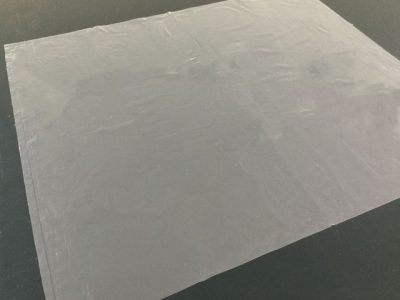
製袋(シール・カット)
続いて、ポリエチレンチューブ(原反)を製袋機の枷巻き部にかけて、テンションを掛けながら真っ直ぐ引張り、 200度前後の熱シールバーを原反に押し付けて熱溶着し、指定サイズにカットします。
この作業で、長い筒状の状態から、お客様のご指定サイズの袋に変化します。
電子部品向けや食品向けのように、ほこりを嫌うポリ包装資材はクリーンな環境で生産されます。
オペレーターは、原反の状態へ製造の時期、機械の特性を考え、最適な機械設定・調整を行い製造しています。
ポリエチレン袋の製造工程その3
製造ロット管理
製造されたポリ袋は、梱包された後出荷されます。生産日や作業内容はロット管理でデータを保存しており、万一、製品にトラブルが起こっても、いつ誰がどんな環境で生産したものかすぐに確認できます。
ポリエチレン包装資材は、このような流れで製造されています。
当社のチューブ式のポリエチレン袋・ポリエチレンフィルム製造方法は、小ロットで応用が利くため、細かなデリバリーや、小口の生産に貢献しています。
検査機器や品質管理については、こちらで詳しくご紹介しております:品質管理について